



絲網機械知識你的位置:首頁(yè) > 技術支持 > 絲網(wǎng)機械知識
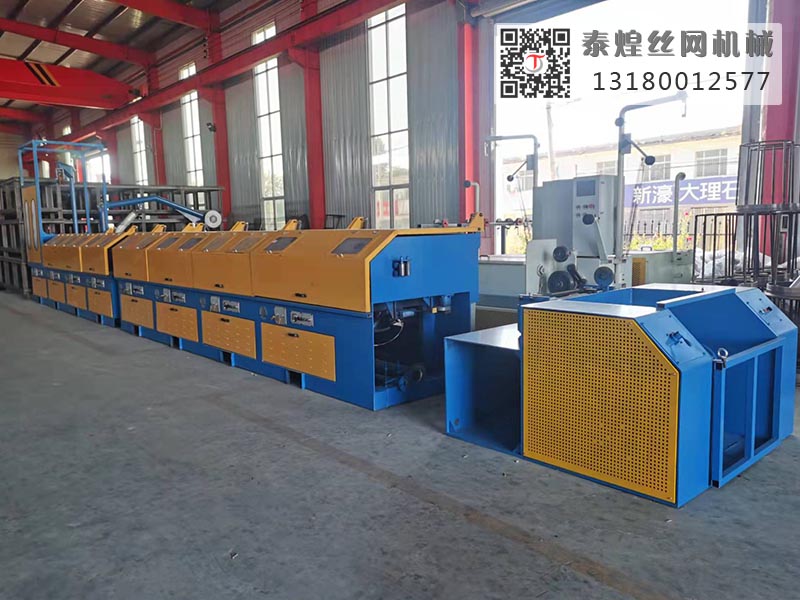
直進式拉絲設(shè)備特點及工作方式
2016-8-30 14:14:21 點擊:
直進式(shì)拉絲(sī)設備控製係統采用變頻調速(sù)具有配置簡練(liàn)、邏輯清(qīng)晰、成本下降的特點,變頻器采用TL-MD320變頻器進(jìn)行(háng)實時變頻控製。 金屬製品是冶金工業中的重要一環,但在我國該行業(yè)卻是一個薄(báo)弱環節,機械、電氣設備陳舊,阻礙了行業的發展。在金屬加工中,直進式拉絲設備是常見的一種,在以前通常都采用直流發電機(jī)-電動機組(zǔ)(F-D係統)來實現,現在隨著工藝技術的進步(bù)和變頻器的大量普及,變頻控製開始在直進式(shì)拉絲設備中大量使用,並可通過PLC來實現拉拔品種設定、操(cāo)作自動化、生產過程控製、實時閉環控製、自動計米等功能(néng)。 采用變頻調速係統的直進式拉絲設備技術(shù)先進、節(jiē)能顯著,調速範圍在正常工作時為30:1,同時在5%的額定轉速(sù)時能提供超過1.5倍的額定轉矩。 本文以泰煌拉絲設備製造廠生產不鏽鋼絲的直進式拉絲設備變頻改造為例,來說明變(biàn)頻控製的應用過程及效果。 該直進式拉絲設備主要對精軋(zhá)出來的不鏽鋼絲進行牽(qiān)伸,設計的工藝要(yào)求為:
1. 最高拉絲速度600m/min;
2. 加工品種主要三種,分別是進線2.8mm→出線1.2mm、2.5mm→1.0mm、2.0mm→0.8mm;
3. 緊急停車斷頭不(bú)多於2個。
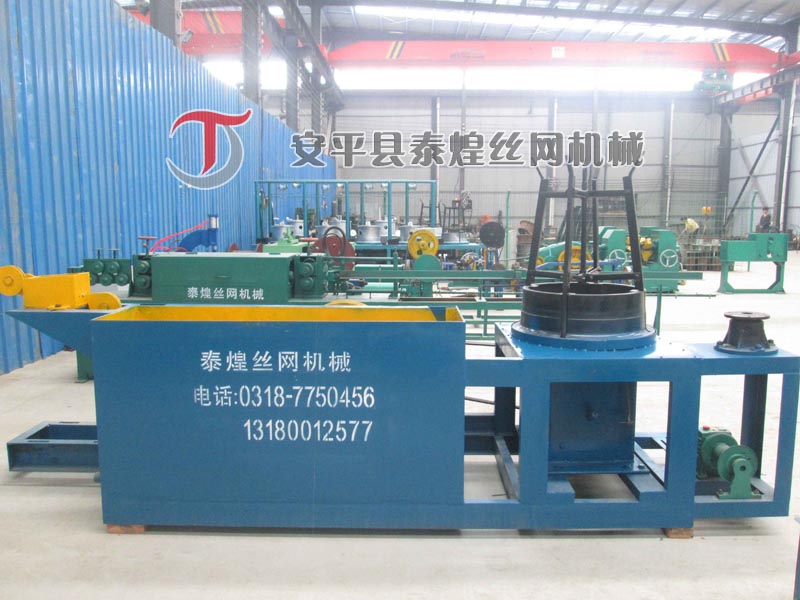
直進式(shì)拔絲機組是(shì)拉絲設備(bèi)中最難控製的一種,由於它是(shì)多台電機同時對金屬絲進行拉伸,作業的效率很高。不象以前經常遇到的水箱拉絲設備和活(huó)套式拉絲設備,允許金屬(shǔ)絲在各道(dào)模具之間打滑。同時它對電機的同步性以及動態響(xiǎng)應(yīng)的快速性都有較高(gāo)的要(yào)求。由於不鏽鋼材料特性比較脆,缺少像高(gāo)碳鋼絲或者鋼簾線那樣的韌性(xìng),比(bǐ)較容易在作業過程中拉斷。 本拉絲機組共有8台11KW變頻(pín)器。係統的電氣配置為活套一台,安裝在第一級,作用(yòng)是將成卷(juàn)的不鏽鋼絲牽引到拉絲部分(fèn),由於活套可以自由(yóu)打滑,因(yīn)此這台電機不需要特別的(de)控製。拉絲部分共有六(liù)個直徑400mm的轉鼓。每個轉鼓之間安裝有用於檢(jiǎn)測位置(zhì)的氣缸擺臂,采用位移傳感器可以檢測(cè)出擺臂的位置,當絲拉得緊的時(shí)候,絲(sī)會(huì)在擺臂的氣缸上麵(miàn)產生(shēng)壓力使得擺臂下移。最終是收卷電機,該部分采用(yòng)自行滑動的錐形支架,整個過程卷徑基本不變化,因此不需要用到卷徑計算功能。八台電(diàn)機功率采用變頻專用電機,同時帶有機械製動裝(zhuāng)置(zhì)。 直進式拉絲(sī)設備的(de)係統邏輯控製較為複雜,有各種聯動關係(xì),由PLC實現(xiàn)。同步方麵的控製則全部在TL-MD320變頻(pín)器內部實現,不依賴(lài)外部控(kòng)製。 其工作原理是:根據操作工在麵(miàn)板設定決定作業的速度,該速度的模擬信號進入(rù)PLC,PLC考慮加減速度的時間之後按照一定的斜(xié)率輸出該模擬信號。這樣做的目的主要是滿足點動、穿絲等一些作業(yè)的需要。PLC輸出(chū)的模擬電壓信號同時接到所有變頻器的AI2(AI1也可以)輸入端,作為速度的(de)主給(gěi)定信(xìn)號。各(gè)擺(bǎi)臂位(wèi)移傳感器的信號接入到對應的轉鼓(gǔ)驅(qū)動變頻(pín)器作為PID控製的反饋信(xìn)號。根(gēn)據擺臂在中間的位置,自己設定一個(gè)PID的給(gěi)定(dìng)值(zhí)。這個係統是非常典型(xíng)的帶前(qián)饋的PID控製係統,一級串一級,PID作為微調量。

- 上一篇:拉絲設備介紹及工作原理
- 下一篇:泰煌絲網機械網站產品調整


相關案例和圖(tú)集


